����������
1. Ӧ���ú������ȷ�������ӣ������˲���������Ȼ������ӡ�
2. �����������2�Σ���ȷ���ڵ�1�κ͵�2��֮���Ʒ���㹻����ȴʱ�䡣
3. �� ��150�� �� 200���Ԥ��ʱ��Ӧ��180�������ڣ�
�� �����������¶ȳ���217��ĺ���ʱ�䲻�ó��� t L (��)��
�� �����������ļ���¶Ȳ��ó���Tp(��)����5�淶Χ�ڵ�ʵ�ʼ���¶�ʱ�䲻�ó���tp (��)��
�� ����������ͼ
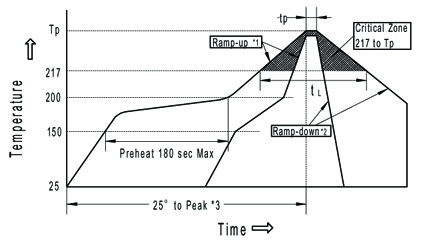
*1.�¶�����ƽ��ÿ�������3�档
*2.�¶��½�ƽ��ÿ�������6�档
*3.��25������������¶ȵ�ʱ�����8���ӡ�
�� �¶Ⱥ�ʱ������������в�Ʒ
|
Size |
Thickness (�L) |
Volume (�L3) |
Tp (��) |
t L(second) |
tp(second) |
|
��4����6.3 & ��8��6.2L |
��2.5 |
< 350 |
250��0 |
90 |
40 |
|
��8��10.5L |
��2.5 |
350��2000 |
240��0 |
90 |
30 |
|
��10��10.5L / 13.5L |
��2.5 |
350��2000 |
235��0 |
60 |
30 |
|
��12.5 & ��16 |
��2.5 |
> 2000 |
230��0 |
30(20)�� |
20 |
Refer to Table 4-2, 5-2 and Figure 5-1, IPC/JEDEC J-STD-020C
Re: (20)��ר�����KJ��˾�������и�ѹ��ƷHUϵ����
�� �¶Ⱥ�ʱ�����ֻ����û��( )�ı��ǺŲ�Ʒ
|
Size |
Thickness (�L) |
Volume (�L3) |
Tp (��) |
t L(second) |
tp(second) |
|
��4����6.3 & ��8��6.2L |
��2.5 |
< 350 |
260��0 |
90 |
5 |
|
��8��10.5L |
��2.5 |
350��2000 |
260��0 |
90 |
5 |
|
��10��10.5L / 13.5L |
��2.5 |
350��2000 |
260��0 |
60 |
5 |

